| |

| In This Edition: |
| >> |
High Temperature Rotary Paddle
Sensor for Titanium Application
(more) |
| >> |
Tech Tip: Preventative Maintenance Inspection
(more) |
| >> |
Featured Product:
HMI2 Operator Interface for SiloPatrol® (more) |
| >> |
SecureCareTM
Employee Profile (more) |
| >> |
Upcoming Shows
(more) |
| Other Information: |
| >> |
Most important factor for improving accuracy
of material weight calculation (more) |
| >> |
Solutions for plugged chute detection (more) |
| >> |
View our entire list of Technical Articles,
Whitepapers and Case Studies
(more) |
Check out www.monitortech.com
for the full story. |

| >> |
www.grainnet.com
(more) |
| >> |
Industry News Center
at
www.powderandbulk.com
(more) |
| >> |
Storage Industry Zone at
www.powderbulksolids.com
(more) |

4th
Quarter Question:
What is the best selling Christmas single (song) of all time?
Win an item by E-mailing
us the correct answer at
monitor@monitortech.com

|

|
 |
| |
A large company who
supplies high quality titanium metal products was searching
for a reliably way to detect any plugged chute conditions that
may arise in their process. Titanium is used in hundreds of
diverse aerospace, industrial and emerging applications where
no other metal is as reliable or economical, especially on
a lifecycle costing basis.
The customer was looking for a level control to be successfully
used as a plugged chute detector; the customer had experienced
problems with RF probes from another manufacturer. Plugged
chute detection is critical to make sure that material is flowing
properly through a process. A plugged chute condition can cause
problems with transfer rates, mix ratios and production “down
stream”. Monitor offers several options for plugged chute
detection (click
here for more information). For this situation,
the high-temperature SafePoint® rotary paddle bin indicator
was the best choice.
The target materials are Rutile Ore with a bulk density of
150 lbs per cubic foot and Petroleum Coke with a bulk density
of 53 lbs per cubic foot. The material characteristics of the
Rutile Ore can be described as having a “sand texture” and
the Petroleum Coke is “granular”.
This application is made even more challenging due to the
extremely high temperatures involved, the ambient temperature
ranged from 100 degrees F to 150 degrees F and the internal
process temperature could be as high as 750 degrees F. But
wait, this gets even better; the internal air in the feed pipe
being monitored for a plugged chute condition is a gaseous
chlorine, which if combined with moisture of any kind creates
Hydrochloric Acid!
The Sales Engineers with Ball
Sales,
the Monitor rep in CA, OR, WA, AZ, NM, NV, worked with the
customer by gathering additional details and suggested that
the best solution would be for the customer to install a high-temperature
SafePoint rotary paddle bin indicator. The hi-temp SafePoint
unit can be used in applications up to 750 degrees F.
The SafePoint will not be challenged by the fluctuating dielectric
constant of the target material or the possible changing temperatures
that caused the issues with the RF probe they first tried.
The SafePoint® rotary paddle point level sensor is a self-validating
device that detects material presence plus continuously monitors
its own ability to function. Should the self evaluation detect
an internal fault, an output will react accordingly. This includes
fault due to power loss.
The built-in microcontroller performs self-validating diagnostics
and monitors both shaft and motor mounting plate rotation.
This allows the SafePoint to easily distinguish between material
presence and any electrical and mechanical failure of the unit.
When material presence is detected, the SENSE relay changes
state and the drive motor is de-energized to extend motor life.
This output is available to control a process function or alarm
circuit. When the material level drops, a tension spring returns
the drive motor to its original running condition and is reactivated.
|
|

Figure 1 -
Hi-Temp Safepoint used in Titanium
Application
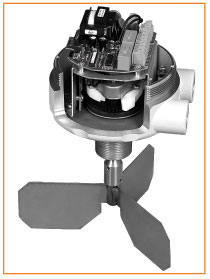
Figure 2 - SafePoint, Principle of Operation
A unit failure is detected by sensing a lack of shaft rotation
while material presence has not been detected by rotation of
the motor mounting plate. In a failure condition the independent
FAULT relay will change state. Monitoring the state of both
the SENSE and FAULT relays provides the most flexibility for
control and monitoring that is beyond being just “fail-safe”.
Features of the SafePoint® include:
>
Rugged
cast aluminum construction
>
Motor shut-off when paddle becomes impeded by
material to increase motor life
> Twist On/Of Cover
> Choice of process connections & accessories
> High Temp model available
> Hazardous location approvals available
Typical applications include
High and Low level sensing in bins, silos, tanks, hoppers,
and other vessels. The SafePoint can also be used for plugged
chute detection. It can be utilized for high level indication
of materials over 10 lb/ft3 (160 kg/m3) and for low and intermediate
level indication for materials over 5 lb/ft3 (80 kg/m3). Target
materials include but are not limited to: Pellets, Powders,
Cement, Sand/Gravel, Feed/Grain, Plastics, Coal, Metals, Food
Ingredients, Resins, and Sawdust.
For more information, please visit
http://www.monitortech.com/product_p_fails.shtml
or call us in the USA at 800-766-6486 or from anywhere at 630-365-9403.
Also, check out our Level
Measurement blog at http://monitortech.typepad.com.

Scott Bonine
Director of Sales |
 |
|
|

|
Happy
Holidays from Monitor
Everyone at Monitor would like to wish you and your family a happy and safe holiday
season. Below is a schedule of the days Monitor will be closed for the upcoming
2009 holidays. |
|
Christmas
Thursday, Dec. 24th
Friday, Dec. 25th |
New
Year
Thursday, Dec. 31st
Friday, Jan. 1st, 2010
|
|
|
Upcoming Shows
(Visit Monitor at the following tradeshows) |
|
Booth # N 1117
February 2 - 5 , 2010
Las Vegas Convention Center
www.worldofconcrete.com
|
|
 Exchange
2010 Exchange
2010
|
Booth # 929
February 21 - 23 , 2010
Wichita, KS
www.geaps.com |
|
 PTXi, PBS, Chem Pharm & Pack 2
PTXi, PBS, Chem Pharm & Pack 2
|
Booth
# 2407
May 4 - 6, 2010
Rosemont, IL
web site
|
|

| Tech Tip: |
Perform
A Preventative Maintenance Inspection On Outside Level
Sensors Before Winter Fully Hits |
|
|
| |
All the
Leaves are Brown, and the Sky is Gray above your Silo Level
Indicators. So here
I am reminiscing about a birthday celebration I attended
last night and The Mamas and the Papas jumped in my head
as I flashed back to the 60's and 70's for a minute or two.
One of our staff cruised by my office door with a used sensor
over his shoulder that was in need of evaluation.
Since I
like examining equipment that has been working in the field
for extended periods of time, I got up and followed it to
the test area where we examined the unit. It was a SiloPatrol
SMU that was produced in 2004. Upon removal of the cover,
a small amount of white powder spilled out on the bench.
After seeing the powder and knowing the SMU was sent in because
of a Motion Error, we directed our attention to the wiper
seal and discovered that it was packed hard in gypsum powder
to the extent that the 3/16" SS cable could not travel
freely through the wiper. So, finding out what I wanted to
know was accomplished I then returned to my desk.
"What
does this have to do with dead leaves and a dark Autumn sky?",
you ask. It got me thinking about a similar unit I worked
on a couple of years ago in the dead of winter with 22 knot
winds and temperatures in the high minus teens. If the maintenance
staff at that facility had performed a preventative maintenance
inspection in November or early December, I probably would
not have been getting frostbitten fingers in January. (It
is difficult to thread a 3/16" SS cable and a compression
sleeve and thimble with heavy gloves on.)
|
|
So to conclude, If you are the proud owner
of any brand of plumb bob style continuous level sensor,
you might want to think of getting someone aloft to check
everything out before the snow flies. And if you live where
it is hot by 10AM, you still might want to pull a PM to check
for worn parts so you can order them and change them out
before your system actually breaks down.
I almost forgot to mention that we do have
part kits to allow the owners of our original SMU design
to convert over to the new wiper seal compartment that eliminates
the necessity of cutting your cable to change out a worn
out or clogged wiper seal.
For more information on SiloPatrol® , please
visit:
http://www.monitortech.com/product_c_c_sp.shtml
Please visit our blog at . . .
http://monitortech.typepad.com

Product Manger
|
|
|
Featured
Product:
HMI 2 Operator Interface |
|
Monitor Technologies,
LLC is proud to offer the new HMI2 which
is the next generation in operator interface for the
SiloPatrol® SE
cable-based "smart" sensor inventory management system.
The HMI2 Features:
> Two sensor networks
to provide operator interface with up to 32 SiloPatrol® level sensors.
> A
universal AC power supply that accepts 100-240V AC
power.
> Controls
SiloPatrol SMU “smart” output
sensor operations, displays measured and calculated
data and performs/displays system and sensor diagnostic
messages.
> The HMI2 can be programmed to
operate the SMU sensors automatically and it can provide
Manual readings as needed.
> The
display is back-lit for visibility in low-light conditions
and can show data in English or Metric units including
feet, meters, pounds, kilograms, cubic feet, cubic
meters, U.S./British bushels, gallons, liters, tons,
metric tonnes.
The combination of the HMI2 and
the SiloPatrol® SE
cable-based bin level sensor provides an intuitive
and durable inventory management system for a variety
of bulk solid, powder, pellet, granular, slurry and
some liquid applications.
For more information please visit:
http://www.monitortech.com/product_c_c_sp.shtml |
|

 |
 |
|
| Name: |
Ginny
Owen |
| TITLE: |
ESD |
| DEPT: |
Manufacturing |
| ANIV: |
May 15, 2000 |
|
Interview
Q: Where
are you from originally?
A: Elburn, IL.
Q: What
is your favorite food?
A: Moose Tracks Ice Cream.
Q: What
consumer item reminds you most of Monitor?
A: Corn.
Q: Previous
positions you have held at Monitor?
A: I am currently working in ESD.
I started
in the True Cap department, and then went to shipping
for awhile.
Q: What
is the best aspect of working at Monitor?
A: Working for the owner,
who has a lot of passion for the
company, and the best co-workers
a person is lucky to work with.
Q: Current
Projects?
A: Right now
I am in the process of testing
boards for the SMU product.
|
|
|
|

|
| |
|
|
|






